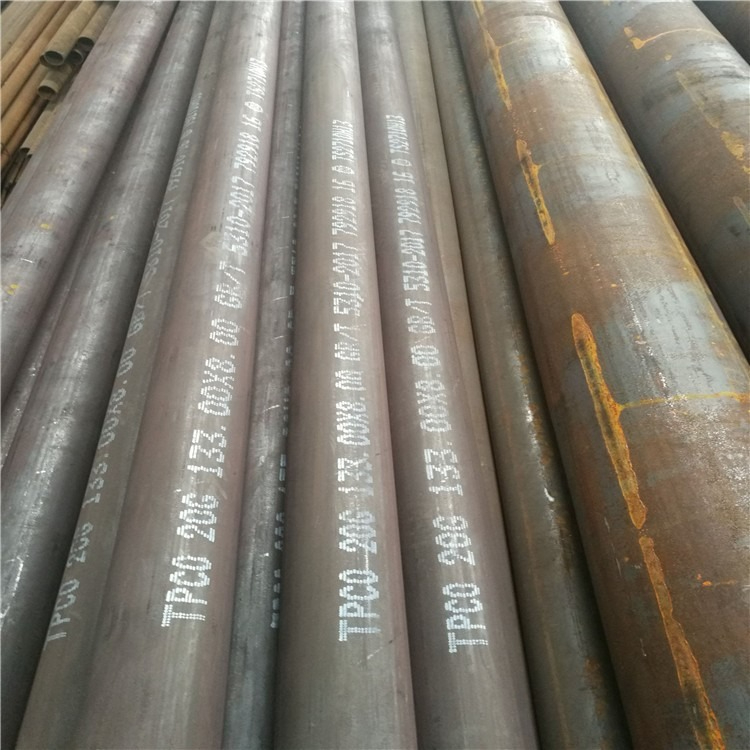
在某無縫鋼管項目施工現場,技術人員按照規范要求對DN600規格的無縫鋼管進行水壓強度試驗。試驗壓力設定為設計壓力的1.5倍(22.5MPa),通過高壓泵逐級加壓。在壓力達到18.8MPa時,鋼管焊縫區域突然發出金屬撕裂聲,隨后管體在距法蘭口1.2米處呈縱向爆裂,噴射水流超過30米。事故導致試驗設備損壞及工期延誤,所幸未造成人員傷亡。
經現場勘查,爆裂斷面呈現以下特征:
斷口表面存在明顯分層現象
裂紋起始點位于熱影響區的貝氏體組織帶
擴展區域可見貝殼狀疲勞紋與放射狀撕裂線
這些現象表明失效并非單純由過載導致,而涉及材料與工藝的綜合作用。
對該批次鋼管的X70級管線鋼進行化學成分復檢,結果顯示碳當量CEV=0.42%,高于規范上限0.38%。雖然軋制工藝通過控制終軋溫度為860℃實現了表層細晶結構,但截面硬度檢測發現基體硬度HV25存在±35的離散波動。金相分析進一步顯示:
晶粒度評級從7級到10級跨越三個等級
帶狀組織占比達到ASTM A370標準的Class 3級別
這種微觀組織的不均勻性直接降低了材料的抗拉強度與韌性儲備。
追溯制造流程發現三個關鍵問題:
管坯加熱爐溫度場存在±25℃的軸向溫差,導致奧氏體化程度不均
張力減徑機的芯棒轉速波動達額定值的12%,引起壁厚偏心量超標(實測2.8mm)
水壓試驗前未進行充分的應力消除處理,殘余應力檢測值達材料屈服強度的18%
特別值得注意的是,現場采用的升壓速率(3MPa/min)超出GB/T 241-2007規定的2MPa/min上限,過快的加壓導致應力集中區提前進入塑性變形階段。
成分精控:采用釩微合金化技術,將碳當量控制在0.35%-0.38%區間
組織細化:增加二階段控制軋制工藝,終軋溫度降低至800℃以下,促使鐵素體晶粒細化至12級
無損檢測:對管坯實施全截面超聲波探傷,設立0.5mm當量缺陷的檢出閾值
溫控優化:在加熱爐內設置多點紅外監測,確保管坯軸向溫差≤15℃
成型強化:升級張力減徑機伺服系統,將壁厚公差帶收窄至±1.2mm
應力管理:在冷成型工序后增加整體振動時效處理,使殘余應力降低至YS的5%以內
分級加壓:設置15MPa、20MPa兩個保壓臺階,每次保壓時間≥10min
應變監測:在管體表面粘貼電阻應變片組,實時監測環向應變速率
失效預警:開發基于聲發射信號的能量累積模型,設置80kJ/m3的報警閾值
通過實施材料-工藝-檢測三重改進方案,后續3個批次的鋼管水壓試驗合格率從82%提升至98.6%,爆破壓力均值達到26.3MPa。實踐證明,只有通過全流程質量閉環控制,才能從根本上解決這類系統性質量風險。建議行業建立鋼管制造的數字孿生系統,將材料性能參數與工藝設定值動態關聯,實現預防性質量控制。
更多閱讀可訪問: